案例分享|大型骨架蒙皮板型结构件焊接有限元分析
2024-11-28
浏览量:
激光焊接作为一种新型精密焊接工艺,在高端制造业中已被广泛运用。激光通过辐射加热工件表面,表面热量通过热传导向内部扩散,使工件熔化形成特定的熔池,熔化后的材料逐步凝固结晶形成全新的组织结构,冷却完成后实现焊接。激光焊接工艺的核心控制指标包括激光脉冲输入总能量、激光峰值功率和激光热源移动速度、离焦率、保护气体种类和流速等。近年来,对实际物理过程的模拟需要推动了有限元技术的发展。焊接仿真中涉及的物理学、力学、材料学、数学和数值算法等相关知识发展迅速,具备了对焊接进行模拟的客观条件。焊接模拟前需要对热源、材料相变、温度相关的材料力学行为等相关参数进行设定,充分探究这些参数背后的理论背景及其对应的物理机制,是保证焊接模拟及残余应力预测准确性的关键,同时也是研究的重点。下面通过inteweld对大型骨架蒙皮板型结构件进行焊接仿真分析。
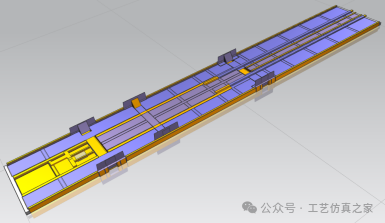
结构尺寸范围:长7860mm*宽1140mm*高230mm
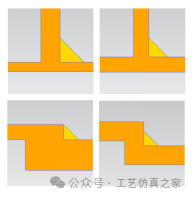
接头形式
2Inteweld软件整体建模仿真流程总述
3.1InteWeld软件焊接接头/焊接线热源模块设置操作流程3.2 结构件部分接头建模(网格划分,工艺设置)结果4.1 InteWeld软件整体结构件建模仿真流程网格最小尺寸2mm,网格630万,残余变形量为39mm

 鄂ICP备10204367号
鄂ICP备10204367号







